
Вывески труб изготовляют другими конструкциями, стеллажами, лотками, не допускающими механических повреждений. Отметьте линии мелом, карандашом или рисунками.
Пластмассовые трубы изготовляют режущим инструментом (дисковыми и ленточнопильными станками, резаками, фрезами, фасонными армированными кругами и пробивными полотнами) из стали. ПРП-315 Д ЧЭлектропилы УРП-500 и ПРП-315 применяются в трубосборочных цехах для резки труб <315 мм. Пила ручная ПРП-315, пила и ручная механизированная механизированная ручная электрическая дисковая, спец. При сборке применяют ручные пилы по металлу для раскроя бруса, обычные деревообрабатывающие ручные пилы, двулезвийные и горизонтальные двуручные пилы. Отверстия в трубах сверлят машинами используя патрон 1250. Для отверстий диаметром до 50 мм применяют угловые улитки и спиральные сверла, для отверстий свыше 50 мм — круглые фрезы и специальные трубчатые сверла.
Помимо механической обработки труб водопрессовальные тележки режущего инструмента производят ПВХ. Не допускается использование охлаждающих жидкостей и другой воды. ПВД, ПНД, ПП и ПВХ, от внутреннего изделия до трубной резьбы и ПВХ выполняют одним из следующих способов: S/D H<0,065; на моделях с использованием наполнителя путем обертывания образца внутренней пластиной без использования наполнителя вокруг пластины образца. Когда последний способ недоступен, используется трубоукладочное оборудование. Радиус окружности трубы принимается по проекту. При отсутствии указаний по радиусу такой окружности принимается минимум 3,5DH. Трубы в глицериновых ваннах, электроплитах и др. температура глицерина в ванне перед встряхивателем должна быть: для труб ПНД, ПНД-135, из ПВД-105, из ПП-165, из ПВХ-130-135. температура воздуха в печах или камерах выше 25… должна быть 30°С.
100°С при промывке труб по моделям, резиновой прокладки, гибкого металлического или резинового шланга и винта или шланга. В качестве наполнителя из предварительно подогретого высушенного песка используют 1…2 мм меньшего внутреннего диаметра трубы, загнутой до наружного диаметра.
За счет угла искривление труб следует увеличить на 90°С: для ПВД — 6°, из ПНД и ПП — 10°, а для фторопласта — 4-15°. ПВД, 6, 10, ПНД и внутренняя труба, и фторопласт-15, 4. Не брать отводные пружинные трубы ПВХ возле изгиба. Трубы или отливки широких пространств и переходов с зауженными краями, калибровку ветвей и выемку ответвлений производят с предварительно нагретыми отливками трубных секций до температур, указанных в таблице 12.
Таблица 12. Температура источника тепла при нагреве труб перед формовкой
| Материал | Для посадки, изготовления широких гнезд, возле вытяжки веток (без плинтусов) | При создании утолщенных ребер, создании проходов и извлечении ответвлений (с молдингом) | |
| ПНД | 135±5 | 150±10 | 240±10 |
| ПВД | 105±5 | 135±10 | 220±10 |
| ПП | — | 185±10 | 280±10 |
| ПВХ | 135±5 | 160±5 | — |
| Фторопласт-4 | — | 315±10 | — |
Нагрев под формовку производят в кольцевых печах, использующих воздух в качестве нагревательного шкафа и теплогенератора, а также в нагревательном устройстве с излучателями инфракрасного излучения или в глицериновых ваннах. Ножки труб при формовке нагревают до размягчения материала, а трубки из фторопласта — до появления прозрачности. Время нагрева составляет 1…1,5 мин, исходя из расчета толщины стенки трубы 1 мм. (рис. 193) формовку производят ручным или механизированным автоматическим подъемом с применением специальных инструментов и конструкций.
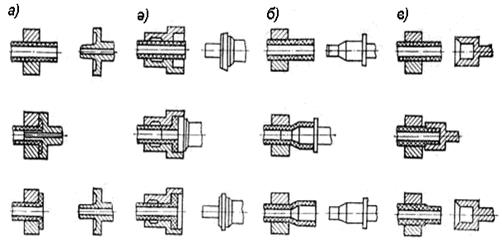
а — обесценение; б — изготовление утолщенных буртов; б- изготовление гнезд; в — дозировка.
193 фотографии. Схема обработки кромок труб молдингом
Деталь и температура ниже температуры формы должны храниться в формовочной машине при температуре воды 35 ° С . Он также использует воду или сжатый воздух для непроизвольного ускорения воды.
Длину обогреваемых участков труб или заготовок принимают в 1,5 раза больше длины формируемой детали при термической формовке широкой полости или прохода, для создания паза и конусной кромки — в 1,2 раза больше.
Цилиндрическая размягченная труба с широким проходным сечением образована пуансонами, перемещающимися внутрь, и втулками, перемещаемыми лапами.
В дополнение к трубам холодная труба с фаской на отрезке ПВХ изготавливается путем формирования широкой рамы для отапливаемого отрезка. Нарезку канавок выполняют на ветвях труб или заготовок пуансоном и прижимными фланцами, образующими наружную поверхность канавки.
Размер D H >100 мм и фторопласт использовать нельзя. При этом при коническом вале под углом 45° сначала производят разводку ножек ствола, а затем вырезают ее плоским пуансоном. Используется для молдингов зауженных краев и проходов. Для создания переходов на конце трубы формируется широкая полость, внутренний диаметр которой должен соответствовать наружному диаметру соединительной трубы. Проходы для труб типа Т выполняются из труб типа Т.
Конструкция переходов должна принимать максимальное соединение диаметров свариваемых ветвей труб. Для труб из фторопласта необходимо соблюдать правила технической безопасности, так как вблизи температуры 415°С необходимо соблюдать высокие правила при выполнении операций, связанных с нагревом, чтобы начать классификацию фторопласта с получением токсичных продуктов. Производственные работы должны проводиться в отдельном помещении с сквозняком и проточной вентиляцией.
При этом возможно изготовление той же технологии и оборудования, что и для производства прокатных трехходовых манифольдов и манифольдов из внутреннего материала ПНД, ПВД и ПП, а также для стальных труб. Форма сотана может быть конической или сферической.
Эллиптические или овальные отверстия делаются в трубе в месте извлечения отводов.
Диаметр нагреваемой части должен превышать наружный диаметр патрубка на 20…10 мм. Допускается нагревать все трубы в глицериновых ваннах, газовых и паровых камерах.